聯系電話:138-0531-0702
聯系地址:濟南市歷城區大橋路121號東方興業鋼材市場251室
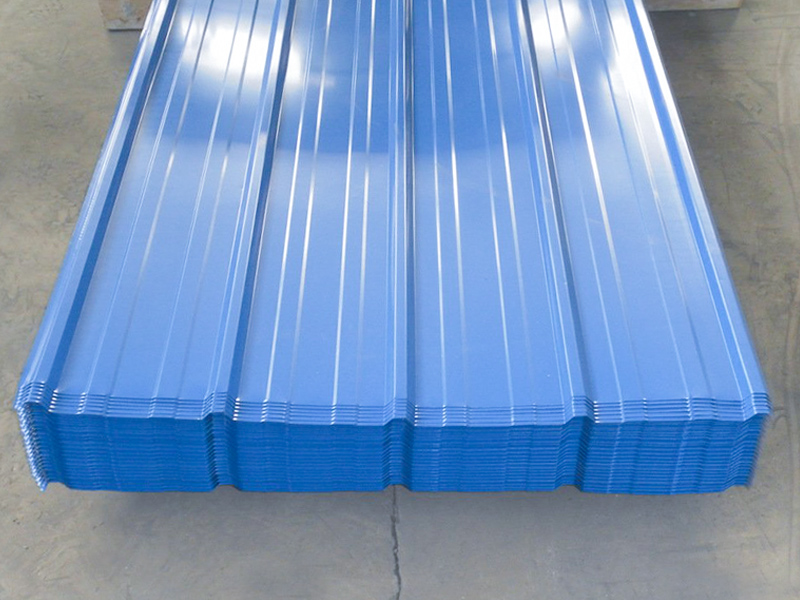
隨著生產技術的發展,彩鋼板在生活中的應用變的非常廣泛且普遍。通常,彩鋼板的電焊部位為柱橫焊、柱梁平焊(包括桁架結構梁左右翼緣的平焊)、T型角立焊,設計方案中規定了焊接方法和規范。濟南彩鋼板電焊一般順序為:焊前檢查→ 加熱和防銹處理→ 墊塊、引弧板安裝焊接→ 電焊→ 檢查。

濟南彩鋼板的安裝焊接流程:
1. 一個插口需要連續焊接。如中途被迫停焊,應保溫緩冷。重新焊接前,應按規定重新加熱
2. 雨雪天應停止焊接。預制構件焊縫周圍和上方應設有防風罩和遮陽篷。風力超過5m/s時應停止焊接。當工作溫度低于零時,工程施工應按規定采取加熱和后加熱對策。
3. 碳鋼焊接后冷卻至工作溫度,低合金工具鋼24小時后進行焊接探傷。
4. 焊工和檢驗人員應認真填寫工作記錄卡。濟南彩鋼磚焊接后外觀及超聲波檢測符合標準后,進行了結構力學和物理實驗。
5. 焊接前應檢查焊縫角度、鈍邊、間隙和錯縫,并清除焊縫內及兩側的鐵銹、油污、氧化鐵垢等。
6. 供暖。焊接前,用氣割或特制烘烤槍均勻加熱兩側100mm范圍內的焊縫和對接焊縫,并用表面溫度計測量溫度,以避免表面溫度和加熱溫度不合格或局部空氣氧化。
7. 再次檢查加熱溫度。如果溫度不夠,重新加熱,使其符合要求。
8. 安裝焊接墊塊和引弧板時,表面清潔水平應與焊縫表面相同。墊塊應靠近對接焊縫,引弧板與對接焊縫之間的電焊應牢固。
9. 電焊:將焊縫中母材與墊塊的接縫密封在第一層焊縫中,然后逐步累積,直至焊縫被覆蓋。每次焊接后,需要消除焊透和飛濺,鑄造缺陷應立即磨掉并修復。
彩鋼板焊接后的試驗結果表明,接頭的抗壓強度應滿足對接焊縫抗壓強度指標值,接頭應彎曲180°,無裂紋。彩鋼板選用的焊接材料及自動焊機的技術標準應符合國家行業標準,具有優良的特性。除渣、氣刨、烘絲、隔熱等設備齊全有效。

以上就是濟南彩鋼板安裝焊接工藝的相關介紹。相信通過本文的介紹,您可以對彩鋼板的焊接有一定的了解。希望以上內容能對您有所幫助。此外,如果您想要了解更多相關信息,可以持續關注我們網站的動態。
版權聲明:文章來源于www.bs985.cn/news/379.html,轉載請注明出處!