聯系電話:138-0531-0702
聯系地址:濟南市歷城區大橋路121號東方興業鋼材市場251室
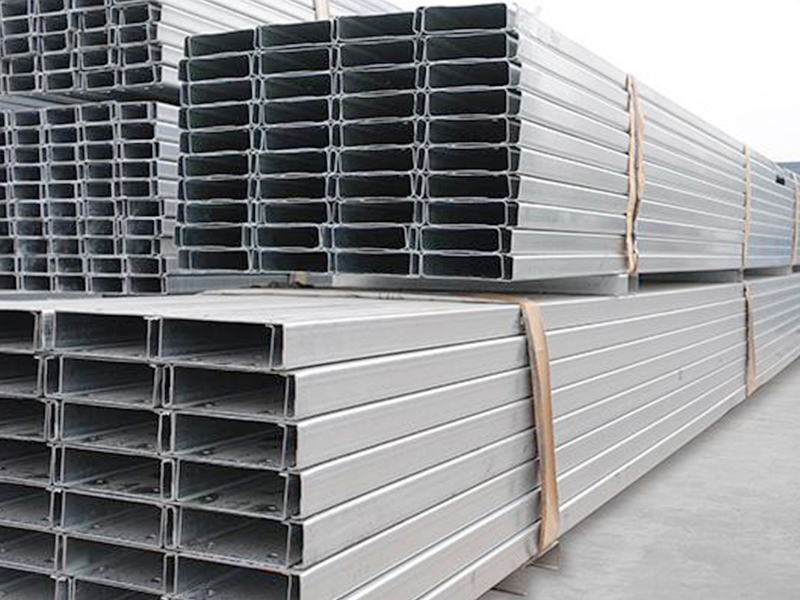
濟南C型鋼是目前比較好的一種鋼結構工程中使用的材料,在制作C型鋼檁條的時候會遇到很多的問題,比如彎頭問題,遇到這樣的問題我們應該怎么解決呢?對C型鋼進鉆孔的方法是什么呢?對此了解多少呢?接下來我們一起來看看吧!

一、濟南C型鋼檁條彎頭問題如何解決
如果不是帶鋼有鐮刀彎的問題,就是壓輥配合不當。仔細檢查它是否正確,然后調試它,這取決于它是側彎還是側彎。調整軸間距和立輥受力,找出經驗,看設備和模具的匹配特點,取出幾米的材料,看方向再調試。試試吧,看你對裝備的熟練程度。
二、濟南C型鋼設備的調試三點:
1、首先,在機器前面和后面的c形鋼制設備的四個角在從直架到底軸上端的同一高度,然后從一刀到后一排,找一條線拉直,檢查下軸是否在一條直線上,并調整下軸的左右兩側至水平。
2、找到一排和后一排c型鋼設備的中間,然后擰緊兩側的鎖緊螺母,在中輪前后拉一條直線,調整上下軸之間的間隙,然后沿著直線調整機器。
3、C型鋼設備跑偏方法的調試,如板向右跑,墊左角(送料架),或落到右底水平(哪個軸跑偏落到底水平,上軸和底軸一起掉)

(1)鉆孔方法,廣泛用于制造c形鋼檁條唄,可用于加工幾乎任何鋼板和型鋼的孔刀。鉆孔的原理是切削,因此對孔壁的損傷較小,孔的精度較高。鉆孔是在鉆機上進行的。當零件受空間狹小的限制,加工零件特殊時,不方便使用鉆床加工,可以使用電鉆和風鉆進行加工。
(2)孔沖孔打孔是在沖床(沖床)上進行的,只能在薄鋼板和型材上打孔,孔徑一般不小于鋼材厚度。也可用于加工不重要的節點板、底板、角鋼支撐等小塊。沖孔生產效率高,但由于孔周冷加工硬化,孔壁質量差,有塌孔、孔下部擴大的趨勢。所以孔的質量不高,或者作為預制孔(非成品孔),很少直接用在c型鋼檁條上。當螺栓孔與螺栓的距離較大時,即孔徑大于50mm時,也可采用火焰切割。
關于制作濟南C型鋼檁條彎頭問題以及C型鋼鉆孔方法,上述內容中已經為大家總結完了,相信大家看完之后會對此有新的認識和了解,而且設備出現了上述內容中描述的那些問題,也可以參考上面的內容解決。
版權聲明:文章來源于www.bs985.cn/news/268.html,轉載請注明出處!