聯系電話:138-0531-0702
聯系地址:濟南市歷城區大橋路121號東方興業鋼材市場251室
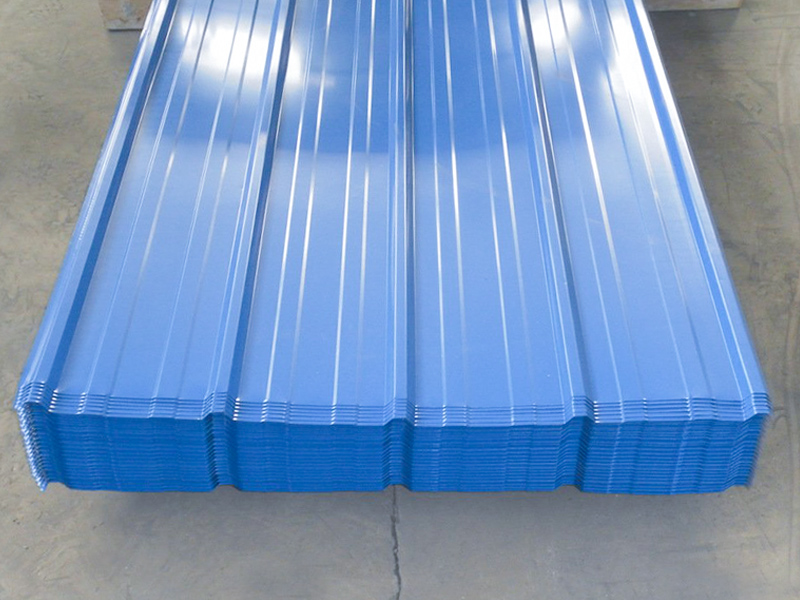
說到濟南彩色鋼板,相信很多朋友對此都不是特別的陌生,因此它在我們生活中都有被廣泛的使用,所以很常見,而且它的安裝和焊接程序比較規范,所以加工的產品合格率比較高,同樣類型的產品,濟南彩鋼板想對來說是比較好的,這就是因為它的程序比較正規,比較專業,接下來我們將為大家詳細的介紹一下它的安裝焊接程序,一起來看看吧!

彩鋼板的焊接位置為柱-柱橫向焊接、柱-桁架結構梁左右翼邊平焊和丁字角垂直焊接。焊接方法和規格根據設計方案規定。彩鋼板焊接的一般順序為:焊前檢查加熱防銹處理安裝焊接墊塊和引弧板電焊檢測。
1、插座一定要連續焊接。如有必要在半途,停止焊接,應進行隔熱和保溫,以減少冷暴力。焊接前,應按規定重新加熱。
2、雨天和下雪天應停止焊接。擋風玻璃和遮陽篷應設置在預制構件焊縫的周圍和上方。風力超過5m/s時應停止焊接,當工作溫度小于零時,應根據工程施工規定采取加熱和后加熱措施。
3、碳鋼應在焊接后冷卻至工作溫度,低合金工具鋼應在24小時后檢查。
4、焊工和檢驗人員應認真填寫工作記錄卡。焊接和超聲波探傷后的濟南彩鋼板外觀達到標準后,取樣進行結構力學和物理實驗。
5、焊接前,檢查焊接角度、鈍邊、間隙和錯位。鐵銹、油污、水垢等。焊縫內側和兩側應清除和清潔。
6、加熱。焊接前,應使用氣割或特制的烘烤槍對焊縫和對接焊縫兩側100毫米范圍內進行均勻加熱,并使用表面溫度計測量溫度,防止溫度不符合規定或表面空氣氧化和加熱溫度。
7、再次檢查加熱溫度。如果溫度不夠,再加熱使其符合規定。
8、墊板和引弧板的表面清潔度應與焊縫的清潔度相同。墊板和對接焊縫應貼緊,引弧板和對接焊縫應焊接牢固。
9、層焊縫應密封焊縫中母材與墊塊之間的接縫,然后逐步焊接至全焊縫。每次焊接后,一定要消除焊接熔深和飛濺。鑄造缺陷應立即打磨并修復。
焊接后的試驗結果表明,濟南彩鋼板接頭的抗壓強度達到對接焊縫的抗壓強度指標值,接頭彎曲180度,不會產生裂紋,彩鋼板選用的焊接材料和自動焊機的技術標準應符合國家行業標準,并具有優良的特性。焊絲的除渣、氣刨、風干和隔熱等設備應完整有效,這樣打造的產品會更好。
版權聲明:文章來源于www.bs985.cn/ask/13.html,轉載請注明出處!